Czym się różni VDA5 i jakie są konsekwencje jego wdrożenia?
Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym…



Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym…
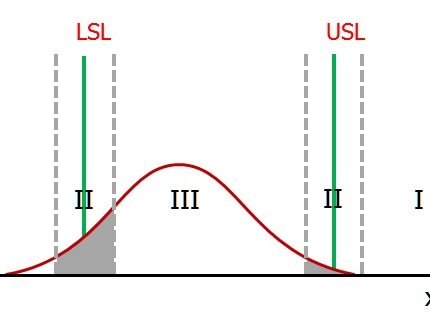
Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…
Celem analizy Gage R&R (GRR) jest poznanie zmienności systemu pomiarowego w stosunku do tolerancji lub do zmienności procesu. Innymi słowy,…
Wymagania specyficzne klientów, zwane popularnie CSR-ami są utrapieniem wielu firm motoryzacyjnych, zwłaszcza współpracujących z klientami OEM (producentami samochodów) z różnych…
Zanim zaczniesz czytać ten artykuł, proponuję krótką przechadzkę po własnym zakładzie i przeprowadzenie mini-ankiety. Zadawaj tylko jedno proste pytanie: „Co…