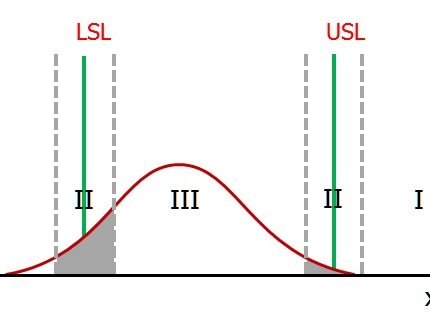
Interpretacja współczynnika %GR&R w odniesieniu do zmienności pomiaru i przedziału tolerancji
Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…



Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…
Celem analizy Gage R&R (GRR) jest poznanie zmienności systemu pomiarowego w stosunku do tolerancji lub do zmienności procesu. Innymi słowy,…
Wymagania specyficzne klientów, zwane popularnie CSR-ami są utrapieniem wielu firm motoryzacyjnych, zwłaszcza współpracujących z klientami OEM (producentami samochodów) z różnych…
Zanim zaczniesz czytać ten artykuł, proponuję krótką przechadzkę po własnym zakładzie i przeprowadzenie mini-ankiety. Zadawaj tylko jedno proste pytanie: „Co…